

Tiefziehen Zeichnung
Tiefzieh-Metall-Stanz-Fertigungstechnik ist definiert als das Strecken von Blechmaterial, das üblicherweise als Rohling bezeichnet wird, um einen Stöpsel herum. Die Ränder des Metallrohlings werden durch Ringe zurückgehalten und der Stopfen wird in einen oberen Formhohlraum gezogen, um die gewünschte Endform zu erreichen. Es gibt viele Formen, die durch Tiefziehen und Stanzen wie Tassen, Pfannen, Zylinder, Kuppeln und Hemisphären, sowie unregelmäßig geformte Produkte und Funktionen hergestellt werden können.
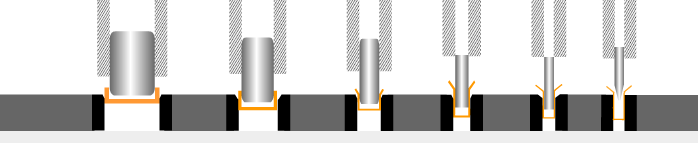
Tiefziehen Prozess:
Die gesamte Ziehbelastung besteht aus der idealen Umformbelastung und einem zusätzlichen Bauteil zur Kompensation der Reibung in den Kontaktbereichen des Flanschbereichs und Biegekräften sowie ungebogenen Kräften am Matrizenradius. Die Umformlast wird vom Stanzradius durch die gezogene Teilwand in den Deformationsbereich (Blechflansch) übertragen. Aufgrund der in der Teilwandung wirkenden Zugkräfte tritt eine Wandverdünnung hervor, die zu einer ungleichmäßigen Teilwanddicke führt. Man kann beobachten, daß die Teilwanddicke am niedrigsten ist, wenn die Teilwand den Kontakt mit dem Stempel verliert, d.h. am Stanzradius. Die dünnste Teildicke bestimmt die maximale Beanspruchung, die auf die Verformungszone übertragen werden kann. Aufgrund der Materialvolumenkonstanz verdickt sich der Flansch und führt zu einem leeren Haltekontakt an der äußeren Begrenzung anstatt auf der gesamten Oberfläche. Die maximale Belastung, die sicher von dem Stempel auf den Rohling übertragen werden kann, setzt eine Grenze für die maximale Rohteilgröße (anfänglicher Rohendurchmesser bei rotationssymmetrischen Rohteilen). Ein Indikator für die Verformbarkeit des Materials ist das Grenzverstreckungsverhältnis (LDR), definiert als das Verhältnis des maximalen Rohlingdurchmessers, der sicher in einen Becher ohne Flansch zum Stanzdurchmesser gezogen werden kann. Die Bestimmung der LDR für komplexe Bauteile ist schwierig und daher wird das Bauteil auf kritische Bereiche untersucht, für die eine Annäherung möglich ist. Während des starken Tiefziehens härtet die Materialarbeit und es kann notwendig sein, die Teile in Öfen mit kontrollierter Atmosphäre zu glühen, um die ursprüngliche Elastizität des Materials wiederherzustellen.
Kommerzielle Anwendungen dieses Metallformungsprozesses beinhalten oft komplexe Geometrien mit geraden Seiten und Radien. In einem solchen Fall wird der Begriff Stanzen verwendet, um zwischen dem Tiefziehen (radiale Spannung-tangentiale Kompression) und den Streck- und Biegeteilen (entlang der geraden Seiten) Komponenten zu unterscheiden. Tiefziehen ist immer von anderen Umformtechniken in der Presse begleitet. Diese anderen Formverfahren umfassen: Tiefziehen-Konstruktionszeichnung
Tiefziehen Zeichnung





